Параметры для нормирования шероховатости поверхности.
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в нормальном сечении). Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) ее рассматривают в пределах ограниченного участка , длина которого называется базовой длиной l . Базой для отсчета отклонений профиля является средняя линия профиля т .
Для количественной оценки и нормирования шероховатости поверхностей ГОСТ 2789—73* (Рис. 5) устанавливает шесть параметров: три высотных (Ra, Rz, Rmах), два шаговых (Sm , S) и параметр относительной опорной длины профиля (tp).
Параметры Ra, Rz представляют собой среднюю высоту неровностей профиля (Ra — всех неровностей; Rz — наибольших неровностей), параметр Rmax — полную высоту профиля
Параметры S и Sm характеризуют взаимное расположение (расстояние) характерных точек неровностей (максимумов) профиля и точек пересечения профиля со средней линией (нулей профиля).
Параметр tр содержит наибольшую информацию о высотных свойствах профиля (он комплексно характеризует высоту и форму неровностей профиля), так как она аналогична функции распределения. В продольном направлении tp позволяет судить о фактической площади контакта при контактировании шероховатых поверхностей на заданном уровне сечения р.
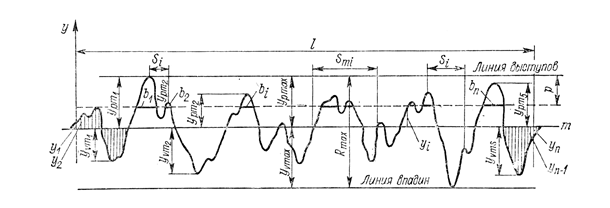
Рис. 5
Профиль шероховатости, его характеристики и параметры
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением относительного перемещения трущихся сопряженных поверхностей или струи жидкости, или газа относительно поверхности, а также для обеспечения необходимой виброустойчивости и прочности при циклических нагрузках.
При необходимости конструктором устанавливается также способ или последовательность способов получения (обработки) поверхности, если они являются единственными для обеспечения ее заданного качества.
При назначении параметров шероховатости поверхностей следует проверить возможность их достижения в связи с рациональными методами обработки детали. Как правило, следует применять наибольшую шероховатость, допускаемую конструктивными требованиями. В противном случае может значительно увеличиться стоимость обработки, что может быть компенсировано лишь повышением качества изделия. В некоторых же случаях повышение требований к шероховатости может оказаться не только не рентабельным, но и недопустимым. Например, при слишком гладких сопрягаемых поверхностях может возникнуть явление «схватывания», При котором частицы металла отрываются от поверхностного слоя трущихся поверхностей. Для таких поверхностей следует нормировать оптимальную исходную шероховатость, которая должна быть близкой к получающейся в процессе приработки
Обычно отделать отверстие труднее, чем вал. Это часто учитывается назначением различной шероховатости поверхностей сопрягаемых деталей : у отверстия шероховатость несколько выше.
Правильное решение, принятое при выборе параметров шероховатости поверхностей деталей, а также при выборе методов обработки, обеспечивающих получение ; поверхностей с заданной шероховатостью, оказывает серьезное влияние на качество : конструкции, ее технологичность и позволяет установить наиболее экономичные методы изготовления деталей .
Дополнительно
Высокопроизводительная, экономичная и безопасная работа технологических агрегатов металлургической промышленности
Высокопроизводительная,
экономичная и безопасная работа технологических агрегатов металлургической
промышленности требует применения современных методов и средств измерения
величин, характеризующих ход производственного процесса и состояние
оборудования. Автоматический контроль является логически ...
Современный прокатный стан
Современный
прокатный стан представляет собой технологический комплекс последовательно
установленных машин, используемых для получения прокатных изделий заданных
размеров с необходимыми качественными показателями. Производительность
прокатного стана определяется пропускной способностью отдельных а ...