Технологический процесс и оборудование стана. Схема расположения оборудования.
Холодная прокатка трансформаторной стали на отечественных заводах осуществляется на одноклетевых реверсивных(рис.1), трехклетевых и пятиклетевом непрерывных и многовалковых станах.
Обязательным условием прокатки трансформаторной стали с большим обжатием является наличие мощного прокатного оборудования пятиклетевых непрерывных либо одноклетевых многовалковых станов и применение высокоэффективных технологических смазок. Сопоставление данных о силовых условиях деформации трансформаторной и малоуглеродистой сталей на одном и том же стане при относительно одинаковых условиях прокатки позволяет сделать вывод, что давления и расход энергии при прокатке трансформаторной стали на 10—15% больше, чем при прокатке малоуглеродистой стали. При увеличении содержания кремния в стали значительно повышается сопротивление металла деформации. Удельное давление металла на валки при холодной прокатке стали с содержанием 4% Si; в четыре раза, а с содержанием 3,5 Si в 2,5 раза больше, чем при прокатке стали 1% Si.
Принятые при холодной прокатке трансформаторной стали интенсивные обжатия в первом пропуске (35—45%) в результате значительной деформации обеспечивают нагрев полосы до 100—150° С, что благоприятно влияет на процесс прокатки рулона в последующих пропусках, так как нагрев полосы до такой температуры (в результате деформации) приводит к значительному снижению сопротивления деформации при прокатке.
Для обезжиривания полосы после холодной прокатки могут быть применены различные способы, в том числе электролитический, химический, ультразвуковой.
В настоящее время для обезжиривания рулонов химическим способом применяют растворы следующего состава, г/дм3:
Сода кальцинированная . . . . . . 50
Тринатрийфосфат .20
Каустическая сода . 5
Эмульгатор ОП-7 . 3
Решающее влияние на качество холоднокатаной трансформаторной стали оказывает термическая обработка — предварительный, промежуточный и окончательный высокотемпературный отжиги.
Изменения магнитных характеристик трансформаторной стали при термической обработке вызываются: а) изменением формы углерода (лучшие свойства получаются, когда углерод находится в виде графита); б) выгоранием углерода и дегазацией металла; в) увеличением размеров зерен; г) рекристаллизацией наклепанной стали (при которой происходит снятие внутренних напряжений, изменение величины зерен и их ориентация),
Промежуточный рекристаллизационный отжиг холоднокатаной трансформаторной стали необходим для снижения твердости ленты после первого передела холодной прокатки. Опыт работы показал, что такой отжиг трансформаторной стали в колпаковых печах с различной защитной атмосферой практически не влияет на снижение содержания углерода в стали.
Высокотемпературный отжиг холоднокатаной трансформаторной
стали проводится в колпаковых печах при 1100—1200° С в вакууме или в сухом водороде.
При высокотемпературном отжиге происходит укрупнение зерен феррита, коагуляция включений, изменение формы углерода и уменьшение количества вредных примесей в стали.
В последние годы для обезуглероживания и окончательного отпуска трансформаторной стали строили башенные и горизонтальные печи, характеризующиеся высокой производительностью, позволяющие проводить значительноеобезуглероживание металла.
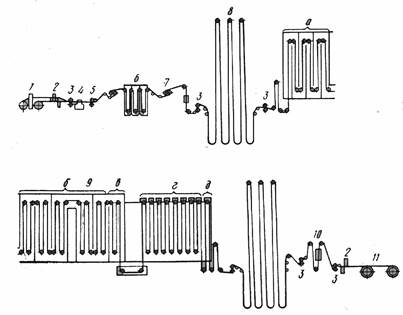 |
а — камера нагрева; б — камера выдержки; в — камера регулируемого охлаждения;
г — камера ускоренного охлаждения; д — камера обдувки; 1 — разнатыватель;
2 — гильотинные ножницы; 3 — тянущие ролики; 4 — сварочная машина; 5 — струйно-щеточные машины; С — ванна электролитического обезжиривания; 7 — сушилка;
8 — петлевые ямы; 9 — башенная печь; 10 — установка Для нанесения защитного покрытия; 11 — моталка.
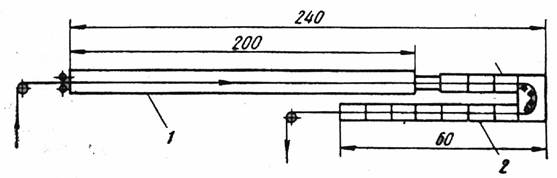 |
Рис. 22. Протяжная печь для нормализации рулонов трансформаторной стали:
1, 2 — камеры нагрева и охлаждения соответственно.
В современном производстве подката из трансформаторной
стали предусматривается технологический передел слитков большой массы в слябы на блюмингах или слябингах либо получение слябов с установок непрерывной разливки стали с использованием стали, содержащей 2,9— 3,2% Si. При производстве катаных слябов слитки в колодцевые печи загружаются горячим всадом с температурой поверхности слитков при посадке 800—950° С. Продолжительность нагрева слитков в зависимости от температуры всада 7—10 ч, имея в виду, что не менее 75% общего времени должно расходоваться на томление слитков при температуре выдачи. Прокатанные слябы в потоке обжимных станов подвергаются зачистке на машинах огневой зачистки, после чего подвергаются термической обработке (отжигу) при температуре 750° С с загрузкой слябов в печь горячим всадом. Охлаждение садки после отжига должно быть замедленным со скоростью 40—50° С. Регламентированный режим нагрева и охлаждения слябов кремнистой стали исключает образование трещин из-за значительных термических напряжений.
Дополнительно
Использование роботов на промышленных предприятиях
Рассмотрим
конкретные задачи , которые роботы решают в настоящее время на промышленных предприятиях.
Их можно разделить на три основных категории :
-
манипуляции заготовками и изделиями
-
обработка с помощью ...
Конструкции и технология изготовления электротехнических изделий
Настоящее методическое
пособие предназначено для студентов Института Электротехники, выполняющих
курсовые и дипломный проекты (КП и ДП), и призвано оказать им помощь по
выполнению конструкторско-технологической части проектов.
В связи с введением Единой
системы конструкторской документации (ЕСК ...