Термоэлектрические термометры
 В условиях длительной эксплуатации при высоких температурах и агрессивном воздействии сред появляется нестабильность градуировочной характеристики, которая является следствием ряда причин: загрязнения материалов термоэлектродов примесями из защитных чехлов, керамических изоляторов и атмосферы печи; испарения одного из компонентов сплава; взаимной диффузии через спай. Величина отклонения может быть значительной и резко увеличивается с ростом температуры и длительностью эксплуатации. Указанные обстоятельства необходимо учитывать при оценке точности измерения температуры в производственных условиях.
В условиях длительной эксплуатации при высоких температурах и агрессивном воздействии сред появляется нестабильность градуировочной характеристики, которая является следствием ряда причин: загрязнения материалов термоэлектродов примесями из защитных чехлов, керамических изоляторов и атмосферы печи; испарения одного из компонентов сплава; взаимной диффузии через спай. Величина отклонения может быть значительной и резко увеличивается с ростом температуры и длительностью эксплуатации. Указанные обстоятельства необходимо учитывать при оценке точности измерения температуры в производственных условиях.
Поверка технических ТТ
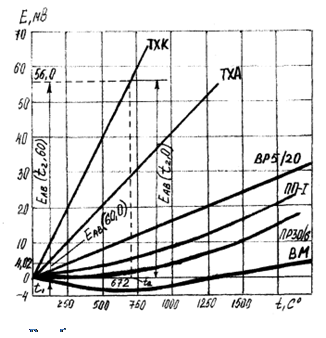
Поверка ТТ сводится к определению температурной зависимости термо-ЭДС и сравнению полученной градуировки со стандартными значениями.
Градуировка производится двумя методами: по постоянным точкам или сличениям.
Градуировка по постоянным (реперным) точкам является наиболее точной и применяется для образцовых термопар. Поверяемую термопару помещают в тигель с металлом высокой чистоты, установленной в печи, и регистрируют площадку на кривой изменения термо-ЭДС по мере повышения или понижения температуры металла. Данная площадка соответствует температуре плавления или кристаллизации металла, причем более предпочтительно вести градуировку по точке кристаллизации. В качестве реперных металлов используют золото, палладий, платину и др.
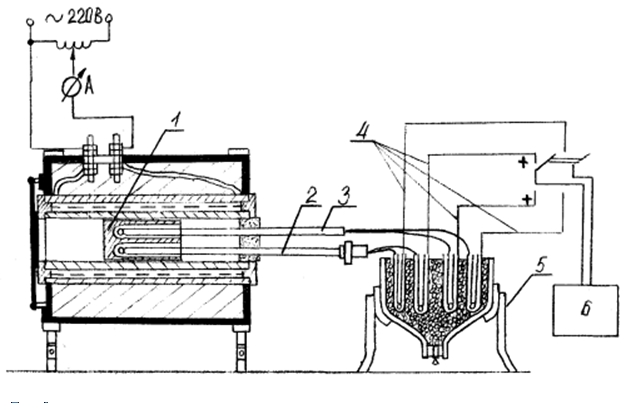 Методом сличения проводится градуировка образцовых термопар второго разряда и технических ТТ. Он заключается в непосредственном измерении термо-ЭДС градуируемой термопары при постоянной температуре свободных концов t0=0 0C и различных температурах t2 рабочего спая, причем последняя определяется с помощью образцового термометра (термопары, пирометра излучения). На (рис. 6) приведена схема установки для градуировки ТТ методом сличения с образцовой термопарой. Металлический блок служит для обеспечения равенства температур рабочих спаев образцовой и поверяемой термопар. Измерения термо-ЭДС производят с помощью переносного потенциометра с точностью измерения (отсчета) не хуже 0.1 мВ. Отсчет проводится после 10 минут выдержки при данной температуре.
Методом сличения проводится градуировка образцовых термопар второго разряда и технических ТТ. Он заключается в непосредственном измерении термо-ЭДС градуируемой термопары при постоянной температуре свободных концов t0=0 0C и различных температурах t2 рабочего спая, причем последняя определяется с помощью образцового термометра (термопары, пирометра излучения). На (рис. 6) приведена схема установки для градуировки ТТ методом сличения с образцовой термопарой. Металлический блок служит для обеспечения равенства температур рабочих спаев образцовой и поверяемой термопар. Измерения термо-ЭДС производят с помощью переносного потенциометра с точностью измерения (отсчета) не хуже 0.1 мВ. Отсчет проводится после 10 минут выдержки при данной температуре.
Дополнительно
Методы оценки близости допредельных и предельных распределений статистик
Рассматривается проблема оценки близости предельных
распределений статистик и распределений, соответствующих конечным объемам
выборок. При каких объемах выборок уже можно пользоваться предельными
распределениями? Каков точный смысл термина "можно" в предыдущей фразе?
Основное внимание уд ...
Нейросетевые методы распознавания изображений
Выполнен обзор нейросетевых методов, используемых при распознавании
изображений. Нейросетевые методы - это методы, базирующиеся на применении
различных типов нейронных сетей (НС). Основные направления применения различных
НС для распознавания образов и изображений:
применение для извлечение
...