Выбор технологии изготовления печатных форм
При прямом электрофотографировании изображение и текст формируются непосредственно на фотополупроводниковом электрофотографическом слое. Этот процесс выполняется по следующей схеме:
1) электризация слоя;
2) экспонирование проявления (сухими или жидкими проявителями);
3) закрепление изображения при нагревании или в парах растворителя красящих частиц.
Электрофотография характеризуется простотой процесса, низкой его стоимостью, быстротой получения копий (от 3,5 до 1 мин) и пр. Но качество изображения невысокое [5]. В полиграфическом производстве эта технология нашла применение только в печатной машине фирмы Indigo. Но электрография широко используется в копировальных процессах, множительной технике – ксерокасах и принтерах.
Изготовление форм плоской офсетной печати форматной записью копированием с фотоформ
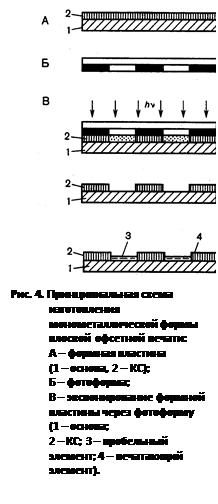
В данном процессе изготовления печатных форм используются промежуточные фотоформы, которые должны обладать определенными свойствами (см. п. 5.2). Данные формы представляют собой прозрачную основу, на которой расположены полосы издания.
При использовании ЭВМ спуск полос осуществляется непосредственно в компьютере, а затем выводится на пленку (фотоформу) при помощи ФВУ. Если для каждой полосы изготавливается отдельная фотоформа, то затем надо провести монтаж (готовая фотоформа должна соответствовать печатной и содержать количество полос, равное доле листа издания).
. Негативное копирование
При изготовлении форм плоской офсетной печати негативным копированием в качестве фотоформы используются негативы, а в качестве формных пластин либо монометаллические (алюминиевые) с нанесенным на них КС на основе ФПК, либо биметаллические (полиметаллические) пластины с КС основе ПВС.
Процесс получения печатной формы состоит из следующих стадий:
1) экспонирование через негатив, в результате чего проходящий через прозрачные участки свет вызывает дубление (фотополимеризацию) только на будущих печатающих элементах формы по всей толщине КС;
2) проявление копии (для слоев на основе ПВС – проявителем является вода, для солев на основе ОНХД – проявитель, имеющий щелочную среду);
3) финишинговая обработка копии.
Слои на основе ПВС сняты с производства, так как обладают таким вредным свойством, как темновое дубление. Пластины с фотополимерным КС на данный момент выпускаются только за рубежом, поэтому очень дороги.
Кроме монометаллических форм, негативным копированием изготавливаются и полиметаллические формы (чаще всего биметаллические), где печатающие и пробельные элементы находятся на разных металлах. Данные формы изначально предназначались для печати больших тиражей, но на данный момент они уже не используются.
Позитивное копирование
Этот способ является основным для изготовления монометаллических форм. Он характеризуется простотой и малооперационностью, легко автоматизируется и позволяет получать формы с хорошими технологическими свойствами для печати разнообразной продукции тиражами от 100–150 тыс. оттисков и выше [5].
Для процесса изготовления монометаллических печатных форм используются пластины из зерненного алюминия с нанесенным на него светочувствительным слоем на основе ОНХД.
Процесс получения печатной формы содержит следующие стадии:
1)  экспонирование[4] через диапозитив, в результате чего проходящий через прозрачные участки свет вызывает фотохимическое разложение диазосоединения только на будущих пробельных элементах формы по всей толщине КС;
экспонирование[4] через диапозитив, в результате чего проходящий через прозрачные участки свет вызывает фотохимическое разложение диазосоединения только на будущих пробельных элементах формы по всей толщине КС;
2) проявление копии[5];
3) «стоп-ванна» – промывка проявленной копии водой для остановки процесса проявления;
4) гидрофилизация пробельных элементов – дання стадия необходима только при использовании пластин отечественного производства, она заключается в обработке пробельных элементов гиброфилизующимся раствором, который при высыхании образует устойчивую гидрофильную пленку;
5) нанесение защитного слоя (гуммирование) – данная стадия необходима для защиты поверхности печатной формы от загрязнения, окисления и повреждения при хранении и установки ее в печатную машину. В качестве защитного слоя используется растворимый в воде полимер (крахмал или декстрин).
Для повышения тиражестойкости монометаллических форм используют термическую обработку (сразу после «стоп-ванны») в течение 3–6 минут при 180–200 оС.
Дополнительно
Нетрадиционные методы производства энергии
Рождение энергетики
произошло несколько миллионов лет тому назад, когда люди научились использовать
огонь. Огонь давал им тепло и свет, был источником вдохновения и оптимизма,
оружием против врагов и диких зверей, лечебным средством, помощником в
земледелии, консервантом продуктов, технологическ ...
Современный прокатный стан
Современный
прокатный стан представляет собой технологический комплекс последовательно
установленных машин, используемых для получения прокатных изделий заданных
размеров с необходимыми качественными показателями. Производительность
прокатного стана определяется пропускной способностью отдельных а ...