Методология проектирования станочной оснастки .
b ε
|
 |
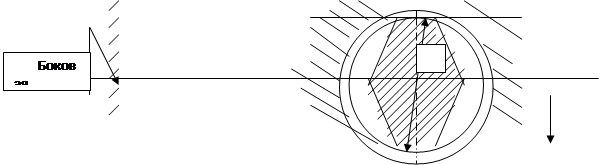
Рис. 1.
При установке детали на один установочный палец, последний снабжается двусторонним срезом (см. рис.1.), что позволяет компенсировать допустимые отклонения размеров между осью отверстия и базовой плоскостью детали и между осью установочного пальца и той же плоскостью.Ширина направляющего пояска b:
b
=(D∙Δmin-∑^2)/
∑ (2.1)
где D – номинальный диаметр пальца;
∆min – минимальный радиальный зазор между
направляющим пояском и стенкой отверстия;
∑=δ+δ’ – величина возможного смещения отверстия
относительно установочного пальца;
δ – допуск на размер от базовой плоскости до оси
отверстия детали;
δ’ – допуск на размер от базовой плоскости до оси
срезанного пальца.
При установке на два пальца один из них выполняется срезанным.В этом случае компенсируются допустимые отклонения размеров между осями отверстий детали и осями установочных пальцев приспособления. Ширина направляющего пояска b тогда будет определяться так:
b
=(D∙Δmin-(∑-Δ’min)^2)/
∑-Δ’min
где ∑=δ+δ’ – величина возможного смещения
отверстий относительно установочных
пальцев за счёт допусков на межцентровые
расстояния(на детали δ и в
приспособлении δ’);
Δ’min – минимальный радиальный зазор между стенкой
отверстия и цилиндрическим пальцем,
выбираемый в зависимости от требуемой
точности установки и технологических
факторов и обеспечивающий лёгкость
посадки.
Наибольший перекос детали вследствие имеющихся зазоров между установочными пальцами и отверстиями определяются по формуле:
Sin α =(
αo+αn+2Δmin +α’o+α’n+2Δ’min)/
2L (2.2)
Где αo , α’o – допуски на отверстия соответсвенно
под срезанный и цилиндрический пальцы;
αn , α’n – допуски на пальцы (срезанный и
цилиндрический).
В направлении линии центров погрешности установки составляют:
С’= α’o+α’n+2Δ’min
С = С’+2δ
Приведённые выше зависимости показывают, что точность установки можно повысить путём замены цилиндрического жёсткого пальца самоцентрирующимся разжимным.При этом получим:
С’= 0
С = 2δ
Sin α= (αo+αn+2Δmin)/2L
Для ещё большего увеличения точности установки детали целесообразно иногда делать самоцентри-рующимися оба пальца.
б)Эконмические расчёты.Точная проверка экономи-ческой целесообразности выбора того или иного типа приспособлений сопяжена с известными трудностями. Обычно прибегают к приближённым методам расчёта.
Критерием для определения целесообразости использования приспособления является себесто-имость его эксплуатации, которую можно выразить упрощённой формулой:
 А 1 q
А 1 q
C = — • - + ——— (2.3)
n i 100
где А – стоимость приспособления в руб;
n – годовая программа производства деталей в шт;
i – срок службы приспособления в годах;
q – процент расходов на ремонт приспособления и
уход за ним.
Как видно из формулы, при малой производственной программе использование дорогостоящих специальных приспособлений может оказаться нецелесообразным. В таких случаях следует применять высокопроизводи-тельные универсальные приспособления, а также приспособления, собираемые из готовых взаимозаме-няемых деталей. Время демонтажа и сборки их настолько мало, что приспособлений, используемых для первых операций, могут участвовать в приспо-соблениях, применяемых для последующих операций.
Дополнительно
Достижения генной инженерии и биотехнологии
В
своей работе я раскрываю тему достижений генной инженерии и биотехнологии.
Возможности, открываемые генетической инженерией перед человечеством как в
области фундаментальной науки, так и во многих других областях, весьма велики
и нередко даже революционны. Так, она позволяет осуществлять инду ...