Прессование изделий из керамических порошков.
Прессовое давление, приложенное к штампу, затухает в направлении толщины изделия. Закон распределения давления по толщине прессуемого изделия выражается уравнением

где РН– давление на расстоянии Н от пуансона; Р0– давление у пуансона; R–гидравлический радиус прессовки
Перепады давления и плотности по толщине прессовки могут быть снижены пластификацией порошков повышением влажности (технологической связки), введением ПАВ, смазывающих веществ и подогревом пресс-формы. Эти же мероприятия снижают неравноплотность в горизонтальных направлениях.
На равноплотность прессовки очень большое влияние оказывает режим прессования. По направленности прессовых усилий различают прессование одностороннее (рис.99,а) и двусторонние (рис.99,б), по кратности их приближения– однократное и многократное прессование, по интенсивности приложения—ударное и плавное прессование.
Двухстороннее прессование уменьшает степень неравноплотности прессовки, поскольку путь необходимого перемещения штампа, т. е. величина Н в уравнениях (92) и (93), сокращается вдвое. Поэтому современные прессы изготовляют с двухсторонним прессованием даже для формования сравнительно тонких изделий.
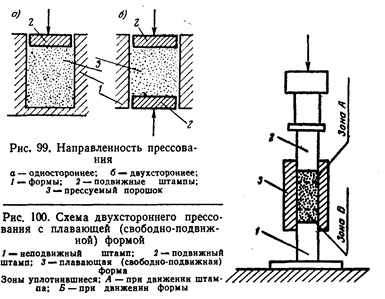
На рис. 99, б показана схема двухстороннего прессования, осуществляемого при помощи двух подвижных штампов. Но двухстороннее прессование может быть также при одном подвижном штампе и плавающей (свободно-подвижной) форме, как это показано на рис. 100. В этом случае нижний штамп неподвижен, а форма может перемещаться относительно штампов, для которой они являются направляющими.
При многократном (ступенчатом) прессовании чередуются между собой стадии нагрузки, когда штамп давит на порошок, со стадиями разгрузки, когда штамп несколько приподнимается и прессовка освобождается от прессующего давления.
Факторы, определяющие качество прессовки, в значительной степени зависят от длительности приложения прессующей нагрузки. Наихудшие результаты получаются при ударном прессовании, наилучшие—при плавном приложении нагрузки. При этом увеличивается плотность прессовки, возрастает ее равноплотность, снижается упругое последействие и воздух наиболее полно удаляется из прессуемого порошка.
Для изделий, спрессованных из порошков, характерными являются так называемые трещины расслаивания. Они возникают на боковых поверхностях прессовки, перпендикулярно направлению прессующего усилия (рис. 102), и выводят изделия в брак. В производственном обиходе их возникновение объясняют обычно «пере-
 Рис. 102. Трещины расслаива-ния в изделиях полусухого прессования
Рис. 102. Трещины расслаива-ния в изделиях полусухого прессования
прессовкой» изделия, что указывает на чрезмерно большое прессовое давление, которое якобы и является причиной их возникновения. Однако в действительности механизм их возникновения гораздо сложней. Непосредственной, ближайшей причиной возникновения трещин расслаивания является упругое расширение прессовки. Расширение является деформацией, а всякая деформация происходит в результате действия каких-то сил. Природа этих сил, возникающих в спрессованном изделии и вызывающих его упругое расширение, объясняется отдельными авторами по-разному. Чаще всего их возникновение объясняют упругим расширением запрессованного воздуха (первый фактор) и упругим сжатием самой формы (второй фактор), в которой прессуется изделие. Оба эти фактора, несомненно, играют определенную роль в возникновении трещин расслаивания. Но, кроме того, в работе серией оригинальных опытов было показано, что в действительности отдельные участки прессуемого изделия при одном и том же коэффициенте сжатия и при одном и том же общем прессовом давлении получают неодинаковое уплотнение и стараются сместиться в отношении друг друга. В силу этого в изделии возникает «барический рельеф» (третий фактор), соответствующий различным давлениям и смещениям, которые испытывали отдельные участки изделия во время его прессования. Напряжения этих смещений и являются зародышами трещин расслаивания.
В соответствии с изложенными представлениями для предотвращения трещин расслаивания рекомендуется применять порошки с возможно большей однородностью зерен по их крупности и, во всяком случае, с удалением из порошка более крупных зерен, оказывающих наибольшее сопротивление сжатию. Повышение влажностной однородности порошка также будет снижать его склонность к образованию трещин расслаивания, так как сопротивление порошка сжатию зависит не только от его гранулометрического состава, но и от его влажности.
Дополнительно
Технология производства мяса гусей
Животноводство - вторая
важнейшая отрасль сельского хозяйства. Она обеспечивает население
высокобелковыми и диетическими продуктами питания, а ряд отраслей промышленности
- сырьем. Особенность ее в том, что энергоемкость продукции животноводства
(затраты энергии на одну калорию продукции) в 15-2 ...
Расчет релаксационного генератора на ИОУ
Разработать и рассчитать
релаксационный генератор на ИОУ
(интегральной схеме операционного
усилителя) в соответствии с данными, представленными:
·
вид генератора - мультивибратор
·
режим работы – автоколебательный
·
период следования импульсов Т, мс – 0.09
· ...