Производство металлических порошков и их свойства.
Горячее прессование нагретого порошка или заготовки выполняют в прессформе. Нагрев осуществляют обычно электрическим током (рис. 12).
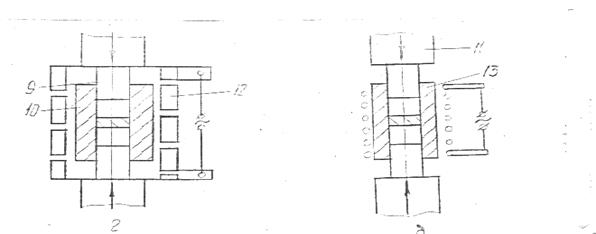
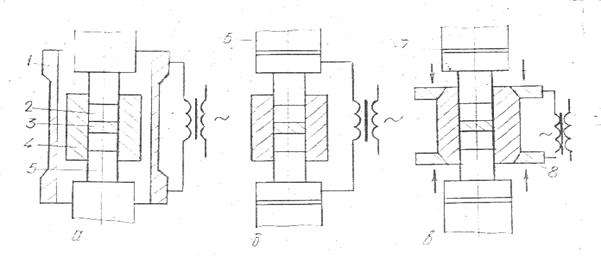
Рис. 12 Схема двухстороннего горячего прессования в прессформах : а – косвенный нагрев, б – прямой нагрев при подводе тока к пуансону, в – прямой нагрев при подводе тока к матрице, г – индукционный нагрев ТВЧ графитовой прессформы;
1 – нагреватель, 2 – порошек, 3 – изделие, 4 – матрица, 5 и 6 – пуансоны,7 – изоляция, 8 – графитовый контакт, 9 – графитовый пуансон, 10 – графитовая матрица, 11 – керамическая прокладка, 12 – индуктор, 13 – керамическая матрица.
До приложения давления к порошку прессформа с порошком или порошок могут быть нагреты и другим способом, материалом для изготовления прессформ служат жаропрочные стали (при температурах до IOOO*C) графит, силицированный графит, имеющий повышенную механическую прочность. В настоящее время расширяется применение прессформ из тугоплавких окислов, силикатов и других химических соединений. Для предупреждения взаимодействия прессуемого материала с материалом прессформы внутреннюю поверхность ее покрывают каким- либо инертным составом (жидкое стекло, эмаль, нитрид бора * др.) или металлической фольгой. Кроме того, для предупреждения окисления прессуемого изделия применяют защитные среды (восстановительные или инертные) или вакуумирование. Горячее прессование выполняют на специальных гидравлических прессах, имеющих устройства для регулирования температуры при прессовании.
Интенсификация процесса спекания достигается специальными приемами. Для этого используют химические и физические способы активирования спекания. Химическое активирование заключается в изменении состава атмосферы спекания. Так например добавка в атмосферу спекания хлористых или фтористых соединений способствует активному соединению с ними выступов частичек, а образующиеся соединения снова восстанавливаются до металла, атомы которого конденсируются в местах с минимальным запасом свободной энергии. Оптимальной является 5 .10% концентрация хлористого водорода в водородной восстановительной среде, интенсивное уплотнение спекаемой заготовки наблюдается при добавке в порошок изделия малого количества металла с меньшей температурой плавления. Например, к вольфраму добавляют никель, к железу - золото и т.п. В настоящее время широко применяют физические способы активирования спекания: циклическое изменение температуры, воздействие вибраций или ультразвука, облучение прессовок, наложение сильного магнитного поля.
Жидкофазное спекание. При жидкофазном спекании в случае смачивания жидкой фазой твердой фазы увеличивается сцепление твердых частичек, а при плохой смачиваемости жидкая фаза тормозит процесс спекания, препятствуя уплотнению. Смачивающая жидкая фаза приводит к увеличению скорости диффузии компонентов и облегчает перемещение частиц твердой фазы. При жидкофазном спекании можно получить практически беспористые изделия. Различают спекание с жидкой фазой, присутствующей до конца процесса спекания, и спекание с жидкой фазой, исчезающей вскоре после ее появления, когда конечный период спекания происходит в твердой фазе.
Дополнительные операции
Пропитка жидкими металлами. При изготовлении электроконтактных и некоторых конструкционных материалов широко применяют пропитку спрессованного и затем спеченного пористого каркаса из более тугоплавкого материала жидкой металлической составляющей композиции. При этом жидкий металл или сплав заполняет сообщающиеся поры заготовки из тугоплавкого компонента. Существует два варианта пропитки. По первому варианту на пористый каркас помещают пропитывающий металл в виде кусочка с объемом равным объему пор каркаса и нагревают в печи до температуры плавления пропитывающего материала При этом расплав впитывается порами тугоплавкого каркаса. По второму способу пористый каркас помещают в расплав пропитывающего металла или в зацепку из порошка пропитывающего металла. Впитывание протекает под действием капиллярных сил. Скорость пропитки составляет десятые доли миллиметра в секунду и увеличивается с повышением температуры. Температура пропитки обычно на 100 .150*C превышает температуру плавления пропитывающего металла. Однако эта температура не должна превышать температуру плавления металла каркаса. Для улучшения смачиваемости к пропитывающему металлу добавляют различные присадки.
Дополнительно
Высокопроизводительная, экономичная и безопасная работа технологических агрегатов металлургической промышленности
Высокопроизводительная,
экономичная и безопасная работа технологических агрегатов металлургической
промышленности требует применения современных методов и средств измерения
величин, характеризующих ход производственного процесса и состояние
оборудования. Автоматический контроль является логически ...
Порошковая металлургия и дальнейшая перспектива ее развития
Порошковой металлургией
называют область техники, охватывающую совокупность методов изготовления
порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них
или их смесей с неметаллическими порошками без расплавления основного
компонента.
Из имеющихся разнообразных
способов ...