Производство металлических порошков и их свойства.
Недостатком гидростатического прессования является невозможность получения прессованных деталей с заданными размерами и необходимость механической обработки при изготовлении изделий точной формы и размеров, а также малая производительность процесса.
Мундштучное прессование - это формование заготовок из смеси порошка с пластификатором путем продавливания ее через отверстие в матрице. В качестве пластификатора применяют парафин, крахмал, поливиниловый спирт, бакелит. Этим методом получают трубы, прутки, уголки и другие изделия большой длины. Схема процесс представлена на рис. 10.
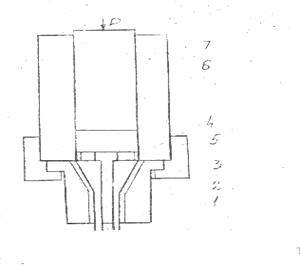
Рис.10 Схема мундштучного прессования.
При прессовании труб в обойме1 с мундштуком 2 переменного сечения устанавливают иглу-стержень 3, закрепляемую в звездочке 4. Над обоймой находится матрица и, соединенная с обоймой гайкой 5. Из матрицы выдавливание пластифицированной смеси производится пуансоном 7. Допустимое обжатие k=(F-f)/f*100% должно быть более 90%; здесь F и f - площади поперечного сечения матрицы и изделия.
Обычно мундштучное прессование выполняют при подогреве материала изделия и в этом случае обычно не используют пластификатор; порошки алюминия и его сплавов прессуют при 400 .GOC*C, меди - 800 .900*С, никеля - 1000 .1200 С, стали - 1050 .1250 *С. Для предупреждения окисления при горячей обработке применяют защитные среды (инертные газы, вакуум) или прессование в защитных оболочках (стеклянных, графитовых, металлических - медных, латунных, медно-железной фольге). После прессования оболочки удаляют механическим путем или травлением в растворах, инертных спрессованнному металлу.
Шликерное формование - представляет собой процесс заливки шликера в пористую форму с последующей сушкой. Шликер в этом случае - это однородная концентрированная взвесь порошка металла в жидкости. Шликер приготовляют из порошков с размером частиц I . 2 мкм (реже до 5 .10 мкм) и жидкости - воды, спирта, четырех- хлористого водорода. Взвесь порошка однородна и устойчива в течение длительного времени. Форму для ликерного литья изготовляют из гипса, нержавеющей стали, спеченного стеклянного порошка. Формирование изделия после заливки формы взвесью порошка заключается в направленном осаждении твердых частиц на стенках формы под действием направленных к ним потоков взвеси (порошка в жидкости). Эти потоки возникают в результате впитывая жидкости в поры гипсовой формы под действием вакуума или центробежных сил, создающих давление в несколько мегапаскалей. Время наращивания оболочки определяется ее толщиной и составляет 1 .60 мин. После удаления изделия из формы его сушат при 110 .150*С на воздухе, в сушильных шкафах.
Плотность изделия достигает 60%, связь частиц обусловлена механическим зацеплением.
Этим способом изготовляют трубы, сосуды и изделия сданной формы.
Динамическое прессование - это процесс прессования с использованием импульсных нагрузок. Процесс имеет ряд преимуществ: уменьшаются расходы на инструмент, уменьшается упругая деформация, увеличивается плотность изделий. Отличительной чертой процесса является скорость приложения нагрузки. Источником энергии являются: взрыв заряда взрывчатого вещества, энергия электрического разряда в жидкости, импульсное магнитное поле, сжатый газ, вибрация. В зависимости от источника энергии прессование называют взрывным, электрогидравлическим, электромагнитным, пневмомеханическим и вибрационным. Установлено значительное выделение тепла в контактных участках частичек, облегчающее процесс их деформирования и обеспечивающее большее уплотнение, чем при статическом (обычном) прессовании. Уплотнение порошка под воздействием вибрации происходит в первые 3-30 с. Наиболее эффективно использование вибрации при прессовании порошков непластичных и хрупких материалов. С применением виброуплотнения удается получить равноплотные изделия с отношением высоты к ди-аметру 4 .5:1 и более.
Дополнительно
Развитие атомной энергетики в Украине
Наше время называю атомным не только и не столько потому,
что оно было ознаменовано гениальными открытиями в области строения атома, а и
потому, что человек нашёл полезное применение фантастически огромной энергии,
источником которой стал неизмеримо малый атом.
Ионизирующее
излучение (атомная р ...
Использование роботов на промышленных предприятиях
Рассмотрим
конкретные задачи , которые роботы решают в настоящее время на промышленных предприятиях.
Их можно разделить на три основных категории :
-
манипуляции заготовками и изделиями
-
обработка с помощью ...