Производство металлических порошков и их свойства.
В вертикальном направлении каждый верхний слой оказывается тоньше нижележащего. Изгиб слоев объясняется меньшей скоростью перемещения порошка у стенки из-за трения, чем в центре. Наибольшая плотность получается на расстоянии около 0.2 .0.3 наименьшего поперечного размера прессуемого изделия, что связано с действием сил трения между торцом пуансона и порошком.
Для получения более качественных изделий после прессования
получения более равномерной плотности по различным сечениям применяют смазки (стеариновую кислоту и ее сопи, олеиновую кислоту, поливиниловый спирт, парафин, глицерин и др.), уменьшающие внутреннее трение и трение на стенках инструмента. Смазку обычно)- в порошок, что обеспечивает наилучшие производственные показатели.
При выталкивании изделия из прессформы из-за упругого увеличения ее поперечных размеров, размеры изделия несколько превышают размеры поперечного сечения матрицы. Величина изменения размеров зависит от величины зерен и материала порошка, формы и состояния поверхности частиц, содержания окислов, механических свойств материала, давления прессования, смазки, материала матрицы и пуансона и других параметров. В направлении действия прессующего усилия изменения размеров больше, чем в поперечном направлении.
Представленная схема (рис.6) показывает одностороннее прессование, которое применяют для прессуемых изделий с соотношением высоты И к наименьшему размеру поперечного сечения d:H/d = 2 .3. Если это соотношение больше 3, но меньше 5, то применяют схему двухстороннего прессования; при большем соотношении размеров применяют другой метод.
Прессование сложных изделий, т.е. изделий с неодинаковыми размерами в направлении прессования, связано с трудностями обеспечения равномерной плотности спрессованного изделия в различных сечениях. Эту задачу решают путем применения нескольких пуансонов, через которые прикладывают к порошку различные усилия (рис.9). Иногда при изготовлении изделий сложной формы предварительно прессуют заготовку, а затем придают ей окнчательную форму при повторном обжатии - прессовании и спекании.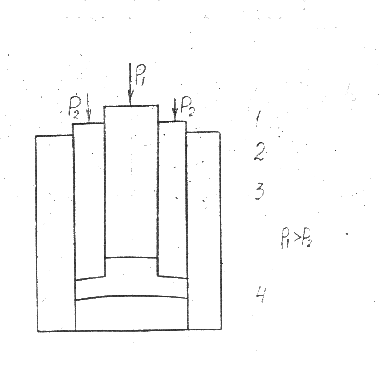
Рис.9 Схема прессования в прессформе сложного изделия: 1- пуансон,2-пуансон, 3-матрица,
4- нижний пуансон.
При прессовании кроме стальных прессформ - основного инструмента производства используют гидравлические универсальные или механические прессы. Для прессования сложных изделий используют специальные многоплунжерные прессовые установки.
Давление прессования зависит в основном от требуемой плотности изделий, вида порошка и метода его производства. Давление прессования зависит в основном от требуемой плотности изделий, виде порошка и метода его производства. Давление прессования в этом случае может составлять (3 .5) Gт пределов текучести материала порошка.
Изостатическое прессование - это прессование в эластичной оболочке под действием всестороннего сжатия. Если сжимающее усилие создается жидкостью прессование называют гидростатическим. При гидростатическом прессовании порошок засыпают в резиновую оболочку и затем помещают ее после вакуумирования и герметизации в сосуд, в котором поднимают давление до требуемой величины. Из-за практического отсутствия трения между оболочкой и порошком спрессованное изделие получают с равномерной плотностью по всем сечениям, а давление прессования в этом случае меньше, чем при прессовании в стальных прессформах. Перед прессованием порошок подвергают виброуплотнению. Гидростатическим прессованием получки? цилиндры, трубы, шары, тигли и другие изделия сложной формы. Этот способ выполняют в специальных установках для гидростатического прессования.
Дополнительно
Развитие атомной энергетики в Украине
Наше время называю атомным не только и не столько потому,
что оно было ознаменовано гениальными открытиями в области строения атома, а и
потому, что человек нашёл полезное применение фантастически огромной энергии,
источником которой стал неизмеримо малый атом.
Ионизирующее
излучение (атомная р ...
Шероховатость поверхности и её изображение на чертежах
КОНСТРУКЦИЯ
(объект производства)
ТЕХНОЛОГИЯ
(производственные
процессы)
↔
↔
↔
↑ ↑ ↑ ↑
↑ ↑ ↑
...