Математическая модель измерительной системы

 (5.32), а определив производные (5.30), которые равны
(5.32), а определив производные (5.30), которые равны
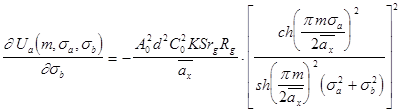 (5.33),
(5.33),
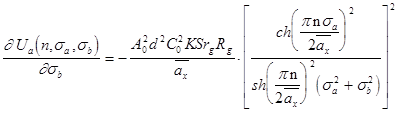 (5.34), и подставив (5.25), (5.33) и (5.34) в (5.32), а также выполнив ряд алгебраических преобразований, получим:
(5.34), и подставив (5.25), (5.33) и (5.34) в (5.32), а также выполнив ряд алгебраических преобразований, получим:
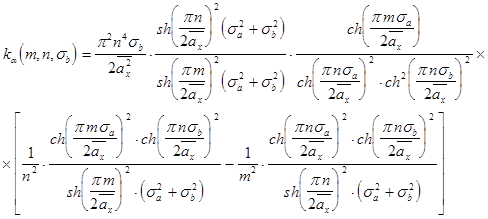 (5.35).
(5.35).
Анализ этого выражения выполнен в работе [1]. Получены следующие результаты:
· чувствительность ![]() амплитудного метода контроля величины СКО
амплитудного метода контроля величины СКО ![]() при
при ![]() повышается при выборе
повышается при выборе ![]() -го максимума спект-ра как можно высшего порядка;
-го максимума спект-ра как можно высшего порядка;
· с увеличением порядкового номера ![]() , а также параметра
, а также параметра ![]() амплитуды максимумов резко уменшаются.
амплитуды максимумов резко уменшаются.
Это может привести к значительным техническим сложностям измере-ний на фоне шумов, а также к снижению чувствительности измерительной системы.
Поскольку шумы на выходе ФИС и статические характеристики квазипе-риодической структуры ЛЗ являются взаимонезависимыми величинами, то выходной сигнал ФИС представляет собой аддитивную смесь шумов с полезным сигналом. Поэтому минимальное значение амплитуды ![]() -го макси-
-го макси-
мума энергетического спектра, которое может быть аппаратурно зарегист-рировано по выходному сигналу ФИС, достигается при ![]() и должно быть в
и должно быть в ![]() раз больше величины среднего квадратического напряжения
раз больше величины среднего квадратического напряжения ![]() шумов ее приемника, т.е.
шумов ее приемника, т.е.
![]() (5.36), где
(5.36), где ![]() - требуемый коэфициент отношения сигнал/шум выходного сигнала фотоприемника ФИС. Тогда подставив (5.36) в уравнение (5.30) аиплитуд получим:
- требуемый коэфициент отношения сигнал/шум выходного сигнала фотоприемника ФИС. Тогда подставив (5.36) в уравнение (5.30) аиплитуд получим:
 или
или
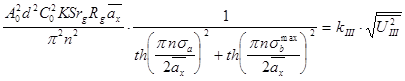
 (5.37), откуда имеем
(5.37), откуда имеем
 (5.38).
(5.38).
Полученное выражение (5.38) позволяет определить максимально допустимую величину СКО ![]() , доступную для контроля амплитудным ме-тодом, в зависимости от номеров используемых максимумов спектра и шу-мов ФИС. Из выражения (5.38) следует, что увеличить допустимое значение
, доступную для контроля амплитудным ме-тодом, в зависимости от номеров используемых максимумов спектра и шу-мов ФИС. Из выражения (5.38) следует, что увеличить допустимое значение ![]() можно путем уменшения шумов
можно путем уменшения шумов ![]() ФИС, либо увеличения освещен-ности
ФИС, либо увеличения освещен-ности ![]()
квазипериодической структуры ЛЗ. Увеличение ![]() за счет по-вышения
за счет по-вышения ![]()
Дополнительно
Есть ли жизнь на Марсе
«Есть ли жизнь на
Марсе, нет ли жизни на Марсе - науке неизвестно» - это не просто удачный
афоризм из популярной кинокомедии «Карнавальная ночь», который широко вошел в
наш разговорный язык и стал ходячей шуткой. Главное здесь в том, что эта фраза
очень долгое время отражала наш действитель ...
Репрезентативная теория измерений и её применения
Репрезентативная теория
измерений (РТИ) согласно принятой в обзоре [1] классификации научных
направлений является одной из составных частей статистики объектов нечисловой
природы. Основные понятия этой теории и некоторые ее применения рассматривались
в обзорах [1,2], в которых приведено так ...